.jpg)
Не секрет, что приобретение установки ГНБ для любой специализированной компании является важным событием, если хотите, своего рода небольшим (а может быть и большим) профессиональным праздником. Хотите продлить праздничное настроение и получать от эксплуатации машины продолжительное удовольствие? Тогда самое пристальное внимание следует уделить буровым штангам.
Как показывает многолетний опыт, далеко не все поставщики буровой техники относятся к вопросу предложения буровых штанг столь же пристально, как к выбору установки ГНБ на основании ее технических особенностей, преимуществ.
Если приобретая вместе с машиной комплект буровых штанг, вы не уяснили для себя ряд важнейших нюансов, а ограничились только фактом, что удовлетворяет общая длина и диаметр, разочарование будет не за горами.
К таким нюансам, например, можно отнести соответствие буровых штанг нагрузкам от установки ГНБ, геометрии трассы сооружаемых переходов, производительности НВД, наконец, необходимому уровню качества изготовления, да и многому другому.
Устоявшаяся мировая практика доказывает, что буровые штанги лучше приобретать непосредственно на заводе-изготовителе с устоявшейся репутацией, либо у официальных дилеров таких предприятий. Почему?
Давайте поговорим, о том, чем же отличаются буровые штанги от бурильных труб.
Как известно, буровые установки подразделяются на три группы: малой, средней и большой мощности. Аналогичным образом инструмент подразделяется на группы: для малых, средних и больших нагрузок.
Рассмотрим вариант применения установок малой и средней мощности.
Длина пилотного бурения зависит как от мощности установки, мастерства оператора, качества бурового раствора, так и от используемого инструмента, в нашем случае – от буровых штанг.
С увеличением длины пилотного бурения увеличиваются нагрузки на подачу и вращение колонны, появляется эффект пружины, т.е. проходит определенное время для передачи вращения от шпинделя на установке до буровой лопатки. Это вносит определенные неудобства для работы с системой локации. Оператору проблематично «поймать» 6...12 часов из-за скручивания колонны. Чтобы улучшить ситуацию при бурении на большие расстояния можно использовать буровые штанги большего диаметра, что уменьшает скручивание колонны и изгиб в плоскостях. При этом у вас увеличивается минимально допустимый радиус изгиба штанг, но удается легче соблюдать прямолинейность бурения. Выбор за вами.
Производители штанг для малого и среднего класса машин в основном делают штанги трех типов: «кованые», «сварка трением» и «сварка трением с предварительной ковкой». Рассмотрим все существующие методы.
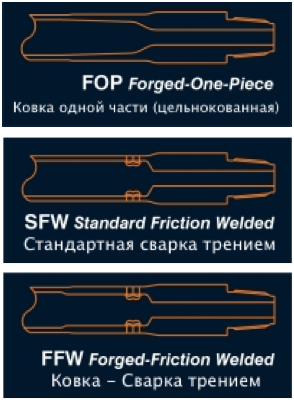
Первый метод – FOP (Forged-One-Piece, цельнокованая штанга) – метод ковки при котором оголовки буровой штанги значительно утолщаются за счет многократного индукционного нагрева концов трубы и дальнейшей их высадке на пресс–станке. Далее, после остывания концов нарезается необходимая резьба.
Второй метод – SFW (Standard Friction Welded) – метод стандартной сварки трением. При этом методе замковая часть буровой штанги изготавливается отдельно и, как правило, из более прочного материала – стали марки 42CrMo4. После нарезки необходимой резьбы в соответствии с калибром на станке с ЧПУ, резьбовая часть подвергается процессу азотирования. При этом происходит поверхностное упрочнение стали, что делает поверхность замка и профиль резьбы более устойчивым к износу. На последнем этапе происходит сварка замковой части с телом буровой штанги методом трения.
Третий метод – FFW (Forged-Friction Welded) – метод сварки трением с предварительной ковкой концов буровой штанги. При этом методе концы буровой штанги нагреваются индукционным способом и производится их дальнейшая высадка на пресс-станке. Далее замковая часть, изготовленная отдельно, приваривается к телу буровой штанги методом сварки трением.
В чем же отличия каждого из методов?
Первый метод позволяет сохранить структуру буровой штанги как единое целое, обладающее весьма прочной конструкцией. При этом слабыми местами остается весьма низкая гибкость штанги и весьма быстрый износ замковой части и резьбы.
Второй метод применяется как основной при изготовлении буровых штанг для вертикального бурения (за исключением штанг для бурения глубоких скважин и скважин, имеющих отклонение от вертикали). Этот метод позволяет справиться с основной проблемой вертикальных скважин – большим количеством циклов свинчивания / развинчивания буровых штанг, так как в этом случае замковая часть дополнительно обработана и срок ее службы увеличивается. Слабое место этих буровых штанг для использования в горизонтальном направленном бурении – малая гибкость.
Третий метод – это удачный «микс» первого и второго методов. Данная технология требует больших затрат, но при этом получаются достаточно гибкие штанги с усиленной замковой частью. В последние десятилетия этот метод является наиболее удачным при изготовлении буровых штанг для горизон- тального направленного бурения, а также для производства бурильных труб применяемых на глубоких вертикальных скважинах, имеющих отклонение от вертикали.
Поэтому, когда вы выбираете буровые штанги, необходимо принимать во внимание, по какой технологии они изготовлены – это определяет характеристики конечного продукта, такие как предел прочности на разрыв, минимальный радиус изгиба, максимально допустимый крутящий момент.


Сварка трением с предварительной ковкой (слева), Кованые штанги (справа)
На сегодняшний день существует огромное количество заводов, занимающихся выпуском штанг. В основном они располагаются в США и Китае, причем, многие заводы, гонясь за дешевизной выпускаемых изделий, до сих пор применяют метод дуговой сварки. Это самое дешевое производство, которое привело к общему восприятию сварных штанг, как некачественных по отношению к «кованым» штангам. Хотя, если завод-производитель буровых штанг осуществляет на собственном производстве доведение стали до нужного класса с обязательным контролем качества и применяет технологию предварительной ковки с дальнейшей сваркой трением замковой части (это обязательно при производстве бурильных труб для нефтяной и газовой отрасли), Вы получаете на выходе продукт наивысшего качества. Это дает Вам дополнительную уверенность при производстве работ методом ГНБ.
В последнее время с увеличением диаметров трубопроводов возросла потребность определенных компаний в использовании установок ГНБ класса «мега» усилием 500 - 600 тонн, а в этом классе бурильные трубы с замком 6 5/8” уже работают на пределе технических возможностей. Здесь необходимо обратить внимание на бурильные трубы с замком 7 5/8”, которые сравнительно недавно появились на рынке. Приведем их основные параметры: диаметр тела трубы – 7 5/8”, допустимый крутящий момент – 292 kNm, допустимое усилие на разрыв – 595 т. Замки: наружный диаметр – 8 1/2”, внутренний диаметр – 4 1/4”, допустимый крутящий момент – 230 kNm, допустимое усилие на разрыв – 1033 т.


Испытание сварных соединений на растяжение и изгиб
Теперь о бурильных трубах для мощных установок.
Технология производства бурильных труб отличается более высокими требованиями к исходному материалу труб (green pipes), химическому составу металла, термообработке, высадке трубы, сварке трением, изготовлению замков и постоянным контролем качества после завершения каждой операции.
Продолжительность использования бурильной колонны напрямую зависит от усталости металла бурильных труб, наружного износа замковой части и самой резьбы. Слабое место на бурильной трубе, более подверженное нагрузкам при изгибе и вращении колонны – это переход тела трубы к замковой части. Для того, чтобы уменьшить усталость металла в этой зоне как раз и делается высадка трубы. Высадки существуют трех типов: наружная (EU), внутренняя (IU) и комбинированная (IEU). Обычно, в зависимости от диаметров бурильных труб, тип высадки меняется. Например, в трубах 3 1⁄2” используется наружная высадка, чтобы не уменьшать проходной диаметр, а в трубах от 5” используется комбинированная высадка.
Длина высадки у заводов-производителей отличается в зависимости от технологических возможностей производства. Величины меняются от 4’’, 5”, 7’’, 9’’ до 11’’. Завод, на котором мы знакомились с производством бурильных труб, на сегодняшний день, единственный, который делает высадку в диапазоне 9” - 11”, что позволяет выполнить наиболее плавный переход от тела трубы до замковой части и увеличить сопротивление к усталости металла в зоне подверженной самым большим нагрузкам. Для такого размера высадки используется пресс с усилием 2500 т (Согласитесь, не маленький).
После высадки трубы отправляются в печь для термообработки, затем проходят контроль на прямолинейность, контроль магнитной дефектоскопии, ультразвуковой контроль.


Продольный разрез высадки в диапазоне 9'' - 11'' (слева), Разрез замковой части (справа)
Процесс изготовления замковых соединений по технологии и контролю схожий, но к резьбе предъявляются дополнительные требования, т.е. после нарезки резьбы проводят азотирование, далее приработку резьбовых и упорных соединений методом троекратного закручивания и раскручивания замковых соединений с рекомендуемым крутящим моментом. По желанию заказчика возможно нанесение твердого сплава на замковую часть для уменьшения износа, потом контроль магнитной дефектоскопии, и замки готовы для сварки трением с трубой. После сварки трением удаляются бурты снаружи и изнутри, металл зачищается на ширину 300 мм для последующей термообработки сварного соединения, контроля на твердость, магнитной дефектоскопии и ультразвукового контроля всего изделия.
Благодаря этим технологиям, получаются бурильные трубы с уменьшенным радиусом изгиба, что и нужно для производства работ методом ГНБ (ННБ).
Приобретая бурильные трубы, узнайте как можно больше о производителе, требуйте паспорта на трубы с номерами труб и результатами контроля.
В истории «российского ГНБ» имели место случаи поставки бурильных труб с красивым названием «PREMIUM», хотя на самом деле, это были трубы б/у, восстановленные по «1-му классу». Так что, будьте внимательны!
Для большей наглядности приводятся таблицы с параметрами для бурильных труб из разных типов стали и трех классификаций.
API диапазон бурильных труб
| API Range | Длина (ft) | Длина (м) |
| 1 | 18 - 22 | 5,686 - 6,706 |
| 2 | 27 - 30 | 8,230 - 9,144 |
| 3 | 38 - 45 | 11,582 - 13,716 |
API класс стали бурильных труб
|
|
Предел текучести |
Минимальный предел прочности на разрыв |
||||
| Минимум | Максимум | |||||
| psi | MPa | psi | MPa | psi | MPa | |
| E75 | 75 000 | 517 | 105 000 | 724 | 100 000 | 689 |
| X95 | 95 000 | 655 | 125 000 | 862 | 105 000 | 724 |
| G105 | 105 000 | 724 | 135 000 | 931 | 115 000 | 793 |
| S135 | 135 000 | 931 | 165 000 | 1138 | 145 000 | 1000 |
API классификация бурильных труб: New (N), Premium (P), Class 2 (2)
| OD | Вес | Класс | Предел текучести | |||||||
| E75 | X95 | G105 | S135 | |||||||
| in | lb/ft | ft.lb | daN.m | ft.lb | daN.m | ft.lb | daN.m | ft.lb | daN.m | |
| 6 5/8 | 25.2 | N | 70 580 | 9 564 | 89 402 | 12 114 | 98 812 | 13 389 | 127 044 | 17 215 |
| P | 55 766 | 7 556 | 71 522 | 9 691 | 79 050 | 10 711 | 101 635 | 13 772 | ||
| 2 | 48 497 | 6 571 | 61 430 | 8 324 | 67 896 | 9 200 | 87 295 | 11 829 | ||
| 27.7 | N | 76 295 | 10 338 | 96 640 | 13 095 | 106 813 | 14 473 | 137 330 | 18 608 | |
| P | 60 192 | 8 156 | 77 312 | 10 476 | 85 450 | 11 579 | 109 864 | 14 887 | ||
| 2 | 52 308 | 7 088 | 66 257 | 8 978 | 73 231 | 9 923 | 94 155 | 12 758 | ||
Автор статьи Федько А.В.
Профессиональный журнал "РОБТ" №10/12/2013